鑄鋼件的熱裂與防止方法
鑄鋼件的熱裂是在較高溫度下形成的,由于溫度較高裂紋被氧化,有明顯的氧化色,有時會近似黑色,有時可在裂口內看到樹枝狀結晶。因熱裂紋是沿著晶粒邊界產生和發展的,所以熱裂紋曲折而不規則。
熱裂有外裂和內裂兩種,在鑄件表面可以看見的熱裂為外裂,其裂口外大內小,由表面逐漸向里延伸,裂紋有時會貫穿整個斷面。外裂常發生在鑄件截面突變處和拐角處,局部常有很多小分叉,一般發生在鑄件之后凝固的部位。
裂紋降低了鑄件的強度等性能,破壞了基體金屬的連續性,使用時裂紋還會繼續擴展而使鑄件斷裂。稍大的外裂用肉眼可以發現,小裂紋可以用探傷方法檢查,如果鑄件焊接性能好,可以焊補修復。內裂隱藏在鑄件內部,只有用探傷方法檢查,即便發現也很難修復,甚至不能修復,如發現不了,其危害更大。
熱裂的產生主要是因鋼在熱裂產生時強度不夠或收縮受阻,因此要防止熱裂的發生也要從這兩個方面入手,根據鋼種的不同和鑄件的結構特點再做具體的分析。
(1)鑄件結構方面 工藝人員應審核零件圖樣,如圓角不夠、壁厚差過大以及結構上有阻礙收縮的地方,應建議更改或采取必要的措施預防,如在可能裂紋處設防裂肋、冷鐵等。
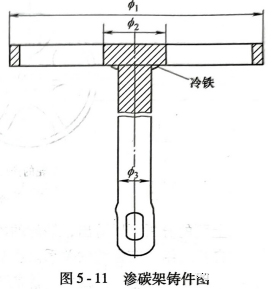
下面是用冷鐵消除裂紋的例子。滲碳架鑄件(圖5-11),材料為耐熱不銹鋼,不加工,采用潮模生產。由于桿的吊環(用砂芯形成)與上部的圓盤嚴重阻礙了桿的收縮,在緊靠圓盤下面,截面變化位置處出現裂紋,嚴重時會把桿拉斷。為此在該處放置冷鐵,這樣原裂紋處由于冷鐵的存在,在澆注和凝固的過程中,先于其他部位凝固成形,有了足夠的強度抵抗桿凝固過程產生的收縮應力,從而消除了裂紋。
(2)造型方面 注意改善鑄型和型芯的退讓性,如在粘土砂中加些木屑,采用薄壁空心型芯,在大型芯中放置焦炭、草繩等松散材料,減少芯骨和箱擋引起的阻礙,在冒口和箱擋之間貼著箱擋放上木條,造完型后取出木條,這樣冒口和箱擋之間就有了足夠的退讓空間,把內澆道分散引入鑄型或從鑄件較薄處引入,使鑄件各部分的溫度趨向一致,減少熱應力。
(3)提高鋼的強度 減少鋼中有害雜質,如S、P的含量,尤其是S的含量,因為S對熱裂的形成更為敏感。采用硅鈣、硅錳等復合脫氧劑,提高脫氧效果。減少氧化夾雜物并改變其形狀和分布狀態。對鑄鋼進行孕育處理細化晶粒,改善凝固時的粗晶組織,消除柱狀晶,如石化工業用的ZGCr28Mo2、高鉻鋼鑄件,由于晶粒粗大易造成裂紋,在加入Ti后細化了晶粒,解決了熱裂紋問題。
版權:洛陽交運集團工業有限公司 地址:中國·洛陽·宜陽產業集聚區西莊工業園 郵編:471600
電話:0379-65216688
網 址:www.yahoo888.com.cn E-mail:lyjygy@163.com 豫ICP備13024259號-1 技術支持:百事通  豫公網安備41032702000084號
豫公網安備41032702000084號